
Aluminum Casting vs CNC Machining: Which Manufacturing Process Is Right for Your Part?
Choosing between aluminum casting vs CNC machining is ultimately a business decision as much as a technical one. The right process depends on volume, geometry, tolerances, cost targets, and where you are in the product life cycle. This guide breaks down how each process works, where each excels, and how they compare on cost, precision, lead time, and scalability—so engineers, designers, and buyers can make a confident, data-based choice.
Understanding Aluminum Casting
Aluminum casting forms a part by pouring molten aluminum into a mold, letting it solidify, then removing the casting. This makes it a formative process that creates parts close to net shape with minimal material waste. For a deeper comparison, see sand casting vs other processes and A380 alloy properties.
Common aluminum casting methods include:
- Sand casting
- Mold made from packed sand around a pattern
- Very flexible for part size, from small brackets to large housings
- Good for lower tooling cost and large parts, but looser tolerances
- Die casting (high-pressure)
- Molten aluminum is injected under pressure into a hardened steel die
- High tooling cost but very fast cycle times at volume
- Ideal for thin walls, complex external geometry, and very high annual volumes
- Investment casting
- Wax patterns coated in ceramic shell; wax is melted out and aluminum poured in
- Excellent detail and surface finish with complex shapes
- Typically higher piece price and longer lead time vs die casting
- Permanent mold (gravity die casting)
- Reusable metal molds filled by gravity
- Middle ground: better repeatability and finish than sand, lower tooling cost than high-pressure die casting
- Often used for medium volumes and moderate complexity
For aluminum parts, casting is widely used in:
- Automotive: engine blocks, transmission cases, brackets, housings
- Aerospace: structural castings, housings (often followed by machining)
- Pumps and fluid handling: pump housings, impellers, valve bodies
Key strengths of casting:
- Near-net shape: Much less material waste than full-billet machining
- Design freedom: Complex internal passages (using cores), integrated features, thin walls
- Economics at scale: As volumes rise, per-part cost drops sharply once tooling is amortized
Casting is usually best when you need complex geometry and medium-to-high volumes, and can accept casting-level tolerances with machining only where needed.
Understanding CNC Machining
CNC machining is a subtractive process: material is cut away from a solid billet, plate, or preform using computer-controlled tools. It is the go-to method when accuracy, repeatability, and flexibility are the priority.
Key characteristics:
- Materials: Common aluminum grades include 6061, 6082, 7075, 2024, and others, with predictable machinability and mechanical properties.
- Typical tolerances:
- General CNC machining can achieve ±0.01–0.05 mm on critical dimensions (often guided by ISO 2768-f for fine tolerances).
- Surface finish:
- As-machined surfaces typically achieve Ra 0.4–1.6 μm, suitable for sealing faces, precision fits, and cosmetic surfaces with minimal polishing.
CNC machining is commonly used for:
- Aerospace: structural fittings, brackets, precision housings
- Medical: surgical instruments, implant components, precision tooling
- Prototyping and low-volume production: functional prototypes, pre-production parts, custom one-off components
Key strengths of CNC:
- Highest precision: Very tight tolerances and excellent repeatability, especially for smaller, simpler geometries
- No hard tooling: Setup costs per batch, but no expensive casting dies—ideal for low volumes and design changes
- Fast iteration: Design changes only require updated CAM programming, not new molds or dies
CNC is usually best for low-to-medium volumes, tight tolerances, and when the design may still change.
Aluminum Casting vs CNC Machining: Head-to-Head Comparison
The most common questions are about precision, cost, lead time, and scalability. The table below summarizes a practical cast vs machined aluminum comparison across key metrics.
Cast vs Machined Aluminum Comparison Table
| Metric | Aluminum Casting | CNC Machining |
|---|---|---|
| Process type | Formative: molten aluminum poured into molds | Subtractive: material removed from solid billet |
| Best volume range | Medium to very high (500–10,000+ parts) | Very low to medium (1–500 parts) |
| Tooling cost | High: typically $1,000–$500,000 depending on process, size, and cavity count | Low: no hard tooling; setup typically $50–$500 per job/part |
| Per-part cost at volume | Very low once tooling is amortized | Higher per part due to machine time and material waste |
| Tolerances (typical) | Sand casting: ±0.5–2 mm (ISO 8062 CT8–CT12) Die casting: ±0.1–0.5 mm; investment/permanent mold somewhat tighter than sand |
Generally ±0.01–0.05 mm on critical dimensions (ISO 2768-f range) |
| Surface finish (as-cast / as-machined) | Sand casting: Ra 12.5–25 μm Die casting/investment: smoother, often 3.2–6.3 μm |
CNC: Ra 0.4–1.6 μm typical, finer with grinding/polishing |
| Material utilization | Very efficient; near-net shape, minimal waste | Less efficient; significant chip waste from billet |
| Design complexity | Excellent for complex external shapes and internal cavities using cores; thin walls feasible with die casting | Best for simpler solid geometries; internal cavities require long tools or multiple setups; deep pockets increase cost |
| Lead time to first parts | Longer: tooling design/fabrication plus sampling; weeks to months | Shorter: parts can be cut within days once CAD/CAM is ready |
| Repeatability | High once tooling is dialed in, especially in die and permanent mold casting | Very high; CNC programs ensure consistent machining each run |
| Minimum order quantity (economic) | Typically 500–1,000+ parts for cost advantage, depending on tooling cost | Can be economical for 1–100 parts; still feasible up to few hundred |
| Part size range | Excellent for large parts (500 mm+), especially with sand casting | Ideal for small-to-medium sized parts; very large billets become expensive |
| Secondary operations | Often needed: CNC machining on critical surfaces, drilling, tapping, heat treatment if required | Often finished in one process; may still need deburring, anodizing, coating |
| Design iteration flexibility | Limited: design changes often require new or modified tooling | High: changes implemented via new programs and fixtures |
In short:
- Precision & finish: CNC machining clearly wins.
- Material utilization & high-volume cost: Casting wins.
- Time to first parts and flexibility: CNC machining wins for early-stage and low-volume work.
- Complex internal geometry at scale: Casting (often with subsequent machining) is usually the best approach.
When to Choose Aluminum Casting
Aluminum casting is the better choice when volume, complexity, and per-part cost are your primary drivers—assuming casting-level tolerances are acceptable or can be refined with local machining.
You should lean toward casting when:
- Annual demand is high (typically > 500–1,000 parts)
Tooling costs between $1,000–$500,000 can be amortized over many parts, driving per-piece cost down significantly compared to machined-from-billet components. - The part has complex external or internal geometry
Features like internal channels, undercuts using cores, ribs, and complex outer shapes are far easier and cheaper to create in a casting mold than to machine. - Thin walls and weight reduction matter at volume
High-pressure die casting and some permanent mold processes can support thin-walled structures that would be slow or unstable to machine from solid. - You need good cast microstructure and adequate strength
Many aluminum casting alloys offer suitable mechanical properties for structural and pressure-bearing applications, especially after heat treatment. - You are cost-sensitive at scale
For high-volume programs where shaving cents off per-part cost is critical, casting is typically more economical than CNC machining.
Common casting use cases:
- Pump housings: Complex fluid passages, mounting features, and porting in a single casting, with CNC finishing on sealing faces and thread locations.
- Engine blocks and cylinder heads: Highly complex internal geometry and high annual production volumes make machining from solid impractical.
- Transmission cases and gear housings: Large structural housings with multiple mounting surfaces, ribbing, and internal features.
If your aluminum part is large, complex, and produced in hundreds or thousands, casting (with local machining) is usually the preferred route.
When to Choose CNC Machining
CNC machining is the best choice when precision, flexibility, and speed-to-market outweigh the benefits of tooling-based processes.
You should favor CNC machining when:
- Prototyping and low-volume production (1–100 parts)
With no hard tooling required, you avoid the long lead times and high upfront cost of molds or dies. CNC setup typically runs $50–$500 depending on complexity, which is far less than a dedicated casting tool. - Design is still evolving
Engineering changes, feature tweaks, and tolerance updates are much easier and cheaper to implement in machining than in casting. - Extremely tight tolerances are required
If you need ±0.01–0.05 mm on critical features, and those tolerances apply to many surfaces, full machining from billet is often more reliable than trying to push casting beyond its normal capability. - Geometry is relatively simple and material removal is moderate
Simpler prismatic or turned parts, where machining time is reasonable, are ideal CNC candidates. - Critical surfaces dominate the part
If most of the part is made up of sealing surfaces, precision fits, and functional geometry, removing material from quality billet may be more efficient than trying to cast and then machine almost everything anyway.
Common CNC use cases:
- Precision brackets and mounts: Structural aerospace brackets with tight positional tolerances and high-strength alloys like 7075.
- Aerospace fittings and connectors: Complex, small components where fatigue performance and dimensional accuracy are critical.
- Custom prototypes and one-off parts: Engineering builds, test fixtures, custom jigs, and validation components.
For low volume, high precision, and frequent design changes, CNC machining is usually the most practical and cost-effective path.
The Hybrid Approach: Casting + CNC Finishing
You do not have to choose between aluminum casting vs CNC as a binary decision. For many industrial components, the optimal solution is a hybrid: casting plus CNC machining on critical features.
How the Hybrid Approach Works
- Near-net casting:
The part is designed for a casting process (sand, permanent mold, die, or investment), capturing most geometry and mass in the mold. - Targeted CNC machining:
Only critical surfaces—such as sealing faces, bearing bores, gasket interfaces, and precision mounting points—are machined. - Finishing and inspection:
Parts are deburred, treated (e.g., heat treatment, anodizing), and inspected to the final drawing requirements.
Benefits of Casting + CNC
- Lower material waste than full CNC machining
Since the casting is already close to final shape, machining removes only small amounts of material, significantly reducing chip volume. - Tighter tolerances than casting alone
You can maintain standard casting tolerances on non-critical features while machining key dimensions to ±0.01–0.05 mm. - Balanced cost profile
- Upfront: You invest in casting tooling.
- Per-part: You enjoy lower casting part cost than billet machining, plus moderate CNC time only where needed.
- Optimized cycle times
Casting handles the “bulk” geometry quickly at scale; CNC focuses on value-added precision operations.
Typical Hybrid Applications
- Pump housings:
Cast main body with complex internal passages; CNC finishing of flanges, O-ring grooves, shaft bores, and threaded ports. - Valve bodies:
Intricate flow paths cast in; precision seats, faces, and threads machined. - Aerospace structural parts:
Cast near-net structural components with ribs and pockets; CNC finished to tight tolerances at interfaces and joint locations.
Cost Scenarios for Hybrid Manufacturing
Compared to CNC-from-billet:
- Moderate to high volumes (500–10,000+ parts):
- Casting + CNC usually offers better overall economics than machining billets, especially for larger or more complex parts.
- Tooling cost is offset by lower per-part aluminum usage and reduced machining hours.
- Low volumes (1–100 parts):
- Hybrid is rarely economical because tool amortization is small and machining time savings are limited.
- Full CNC machining is usually better until demand stabilizes.
Whenever you have complex geometry and several critical surfaces, the casting + CNC approach often represents the “best of both worlds.”
Cost-Breakdown Analysis
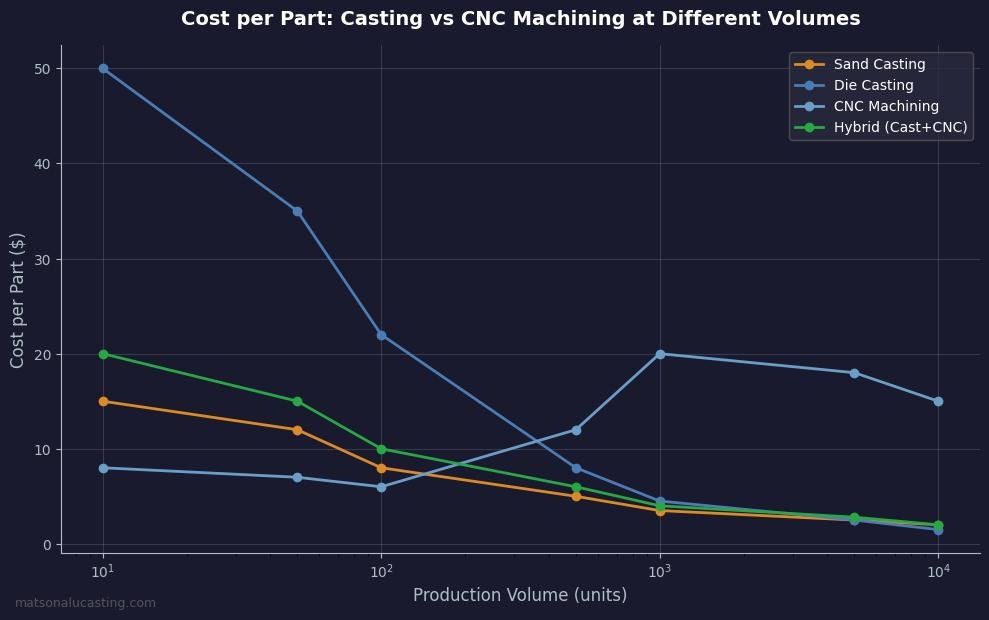
From a cost perspective, the choice between aluminum casting vs CNC machining is dominated by volume, geometry, and precision. A simplified view:
Volume-Based Cost Comparison
Assume a moderately complex aluminum housing:
- 10 pcs
- CNC-only: No tooling, but high machine time per part.
- Casting + CNC: Tooling cost dominates; unit cost is very high.
- Best choice: CNC machining.
- 100 pcs
- CNC-only: Still cost-effective, especially with efficient fixturing and programming.
- Casting + CNC: Tooling cost still not fully amortized; casting may only be justifiable for long-term programs.
- Best choice: Usually CNC machining or possibly permanent mold if you expect future repeat orders.
- 1,000 pcs
- CNC-only: Per-part cost becomes high due to machine hours and material waste.
- Casting + CNC: Tooling is amortized over enough parts to significantly lower the per-unit cost.
- Best choice: Often the break-even zone (commonly around 500–1,000 parts) where casting plus CNC becomes more economical.
- 10,000+ pcs
- CNC-only: Typically not viable for cost-sensitive markets.
- Die casting or optimized sand/permanent mold plus CNC finishes provides a very low per-part cost.
- Best choice: Casting with selective CNC machining.
Hidden Cost Factors to Consider
Beyond pure machining vs tooling cost, include:
- Tooling amortization:
Spread tooling cost over actual program volume, not just first order. - Material waste:
CNC machining from billet wastes a significant portion as chips; casting uses material more efficiently. - Cycle time and machine utilization:
High CNC machine time ties up capacity; casting offloads bulk geometry forming to a foundry process. - Secondary operations:
Deburring, drilling, tapping, heat treatment, and finishing may differ significantly between casting and CNC-only routes. - Quality inspection and scrap risk:
Casting introduces risks like porosity and inclusions, which must be managed by process control and inspection. CNC machining usually offers more predictable dimensional performance but still requires verification.
A realistic total cost analysis often shows:
- CNC machining is cheaper for low volume or early-stage development.
- Casting (often with CNC finishing) becomes cheaper beyond about 500–1,000 parts, especially for larger, more complex components.
How Matson Delivers Both Options
Matson offers both aluminum casting and CNC machining under one roof, giving you a single partner from prototype to full-scale production. With 15+ years of experience in cast and machined aluminum parts, we support the complete lifecycle of your product.
Key advantages:
- Single-source responsibility for quality
No finger-pointing between foundry and machine shop. Dimensional accuracy, surface finish, and mechanical properties are managed as one integrated process. - Design for Manufacturability (DFM) review
Our engineers review your 3D models and drawings to recommend casting vs CNC (or a hybrid) based on volume, tolerances, and budget. We’ll propose optimizations such as draft angles, wall thickness, machining stock, and datum strategy. - Scalability from 1 to 100,000+ parts
Start with CNC prototypes, transition to casting + CNC for production, and maintain consistent fit, form, and function throughout.
If you are evaluating aluminum casting vs CNC machining cost and manufacturability for a new or existing part, you can request a free process evaluation from Matson’s engineering team to identify the most economical route for your program.
Frequently Asked Questions
- Q1: Is aluminum casting cheaper than CNC machining?
- At high volumes, aluminum casting is usually cheaper per part than CNC machining because tooling is amortized and each casting cycle is fast. At low volumes (tens of parts), CNC machining is typically cheaper overall because you avoid the upfront tooling cost.
- Q2: What tolerances can aluminum casting achieve compared to CNC machining?
- Typical sand casting tolerances are around ±0.5–2 mm (ISO 8062 CT8–CT12), and die casting can often reach ±0.1–0.5 mm on critical dimensions. CNC machining, by contrast, routinely achieves ±0.01–0.05 mm, making it significantly more precise than casting alone.
- Q3: Can I combine casting and CNC machining for the same part?
- Yes. Many industrial parts are cast to near-net shape and then CNC machined on critical surfaces like sealing faces, bores, and threads. This hybrid method reduces material waste and casting limitations while still delivering CNC-level tolerances where they matter.
- Q4: What is the best process for prototyping aluminum parts?
- For 1–10 prototype parts, CNC machining is usually the best choice because it requires no hard tooling and can be turned around quickly. Casting is generally reserved for when the design is mature and you expect hundreds or thousands of parts.
- Q5: How do I decide between casting and CNC machining for my part?
- Start by looking at volume, tolerances, and geometry. Use CNC machining when you need low volumes, tight tolerances, or fast design iteration; choose casting (likely with some CNC finishing) when you have higher volumes, complex geometry, and aggressive per-part cost targets. A DFM review with a supplier that offers both processes can quantify the trade-offs and recommend the most economical option for your specific part.