A380 Aluminum Alloy Casting: Properties, Applications, and Machining Guide
A380 aluminum alloy is the most widely used aluminum die casting alloy worldwide. This guide covers composition, mechanical properties, die casting and sand casting behavior, CNC machining tips, applications, and how A380 compares to common alternatives—for engineers and procurement teams specifying aluminum casting alloys, and compare A380 in sand casting vs other processes or CNC machining.
What Is A380 Aluminum Alloy?
A380 aluminum alloy (also known as LM24, AlSi8Cu3Fe, and EN AC-46000 in Europe) is the most widely used aluminum die casting alloy worldwide. It is part of the 3xx.x family of Al-Si-Cu casting alloys and is effectively the “default” choice for high-pressure die casting (HPDC) in many industries due to its combination of castability, mechanical properties, and cost effectiveness.
The typical A380 aluminum composition includes:
- Silicon (Si): 7.5–9.5%
- Copper (Cu): 3.0–4.0%
- Iron (Fe): up to 1.3%
- Manganese (Mn): up to 0.5%
- Magnesium (Mg): up to 0.1%
- Zinc (Zn): up to 3.0%
- Titanium (Ti): up to 0.2%
- Aluminum: balance
This chemistry is optimized for:
- Excellent castability and fluidity for thin walls and complex geometries.
- Good strength and hardness for structural and semi-structural parts.
- Competitive material and processing cost compared to many alternative casting alloys.
While A380 is primarily used in high-pressure die casting, it is also available for sand casting and permanent mold casting in certain applications, especially where designers want to carry over material behavior from an existing die cast design or prepare low-volume prototypes for an eventual die casting program.
For engineers and procurement teams, A380 is often the first alloy to evaluate when specifying aluminum cast components, especially at medium to high production volumes.
A380 Chemical Composition and Standards
Typical Chemical Composition of A380
| Element | Content (wt. %) |
|---|---|
| Silicon (Si) | 7.5 – 9.5 |
| Copper (Cu) | 3.0 – 4.0 |
| Iron (Fe) | ≤ 1.3 |
| Manganese (Mn) | ≤ 0.5 |
| Magnesium (Mg) | ≤ 0.1 |
| Zinc (Zn) | ≤ 3.0 |
| Titanium (Ti) | ≤ 0.2 |
| Others (each) | ≤ 0.35 |
| Others (total) | ≤ 0.5 |
| Aluminum (Al) | Remainder |
The high silicon content gives A380 excellent fluidity and reduced hot cracking, enabling thin sections and intricate details. The copper addition improves tensile strength and hardness, though it reduces corrosion resistance compared to low-Cu alloys.
The typical melting range of A380 is approximately 540–595 °C, enabling efficient die casting and relatively low energy consumption compared to higher-melting alloys.
Relevant Standards and Designations
Common standards and designations for A380 aluminum include:
- ASTM B85 – Standard Specification for Aluminum-Alloy Die Castings (A380.0).
- SAE J452 – General Standard for Aluminum Castings.
- EN AC-46000 – European equivalent alloy (AlSi9Cu3(Fe)).
- Often cross-referenced with ADC10/ADC12 families in Japanese standards, particularly when comparing to A383 (ADC12).
These standards define chemical limits, mechanical property baselines, and inspection requirements used in OEM and Tier 1 specifications.
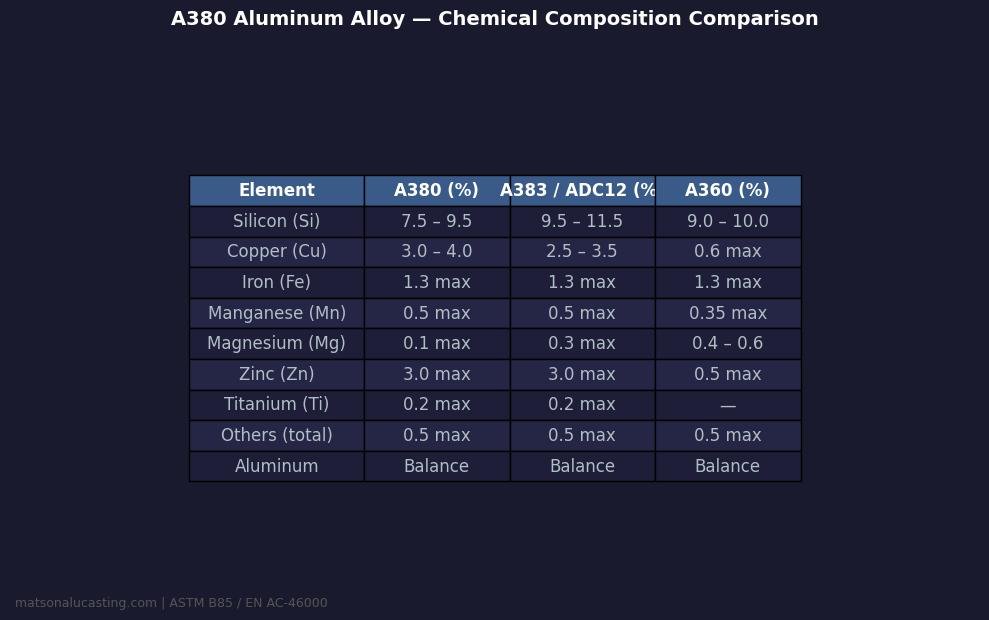
Comparison with A383 and A360
- A383 (ADC12)
- Similar Si level but slightly different Cu and impurity controls.
- Offers better die filling and sometimes lower porosity in very complex, thin-wall parts.
- Slightly improved corrosion resistance compared to A380 in many data sheets, but mechanical properties are comparable.
- A360
- Higher silicon and lower copper than A380.
- Generally better corrosion resistance and better high-temperature strength, but more difficult to cast and more sensitive to processing.
- Often chosen for parts exposed to more aggressive environments or elevated temperatures.
When to Choose Alternatives
- Consider A383 when:
- Parts have extremely complex, thin-wall geometry.
- Die filling is challenging and you need a marginally more fluid alloy.
- Consider A360 when:
- You need improved corrosion resistance and elevated-temperature performance.
- You can tolerate somewhat more challenging casting conditions.
- Consider A356 (especially for sand casting):
- When high elongation, weldability, and heat-treatable properties are required.
- When the process is primarily sand or permanent mold casting rather than HPDC.
Mechanical Properties of A380
For most engineers, the key A380 aluminum properties that influence design and material selection are its strength, ductility, hardness, thermal behavior, and fatigue resistance.
Typical room temperature as-cast values (HPDC, reference values):
- Tensile strength (UTS): 324 MPa (approximately 47 ksi)
- Yield strength: 159 MPa (approximately 23 ksi)
- Elongation: 3.5%
- Brinell hardness: ~80 HB
- Fatigue strength: approximately 138 MPa at 5×108 cycles (rotating bending reference)
These values may vary depending on:
- Casting process (HPDC vs sand vs permanent mold).
- Section thickness and cooling rates.
- Porosity levels and casting quality.
- Any post-cast treatments (e.g., T5 aging, stress relief).
Thermal and Physical Properties
- Thermal conductivity: around 109 W/m·K
This is important for heat sink designs, power electronics housings, and thermal management applications. - Density: approximately 2.7 g/cm³
This provides a strong strength-to-weight ratio compared to ferrous castings. - Coefficient of thermal expansion: similar to other Al-Si casting alloys, important for managing thermal stress and fit tolerances in multi-material assemblies.
- Continuous operating temperature limit: typically up to 200 °C
Above this, mechanical properties and dimensional stability can degrade; for sustained high-temperature service, A360 or other specialized alloys may be better.
Corrosion Resistance
A380 offers moderate corrosion resistance:
- Suitable for typical automotive underhood, industrial, and indoor/outdoor applications.
- Not recommended for aggressive marine environments without protective coatings or surface treatments, due to its copper content.
- Common protective finishes include chromate conversion, powder coating, e-coat, and in some cases anodizing (though anodized cosmetic appearance is generally less uniform than wrought alloys).
When corrosion performance is critical, engineers often consider A360 or A413, or specify robust coating systems on A380.
A380 in Casting: Die Casting vs Sand Casting
A380 in High-Pressure Die Casting
A380 was fundamentally developed as an aluminum die casting alloy and remains the most widely used HPDC alloy globally.
Key characteristics in HPDC:
- Excellent fluidity enables:
- Thin walls down to approximately 0.5 mm (depending on part size and die design).
- Fine details, ribs, bosses, and integrated features that reduce downstream machining and assembly.
- Good dimensional repeatability under optimized gating, venting, and die temperature control.
- Shrinkage in die casting is generally in the range of 0.4–0.6%, which is important for dimensional prediction and tooling design.
Porosity management is crucial:
- HPDC inherently traps gas; porosity can occur in thicker sections or poorly vented regions.
- Design strategies—such as consistent wall thickness, proper overflow and vent design, and vacuum die casting—are frequently used for pressure-tight parts like pump housings and hydraulic components.
Heat treatment is limited:
- Traditional T6 heat treatment is not recommended for HPDC A380 because entrapped gas can cause blistering and dimensional instability.
- Some producers use T5 (artificial aging) or stress relief cycles to slightly adjust properties, but you should validate any heat treatment with your casting supplier.
A380 in Sand Casting
A380 can be sand cast, but it is not the primary choice for most sand casting programs:
- A356 and related alloys are preferred in sand casting due to:
- Better elongation and toughness.
- Full T6 heat treatment capability, delivering significantly improved strength and ductility.
- A380 in sand casting may be used where:
- You need short-run or prototype parts that mimic an eventual die cast A380 production alloy.
- You want consistent alloy behavior across both prototype (sand) and production (HPDC) channels.
Shrinkage in sand casting with A380 is similar in magnitude but more sensitive to local cooling and riser design. Porosity control relies heavily on gating, risering, and solidification design, as HPDC-like gas porosity mechanisms do not dominate.
Casting Characteristics Comparison
| Property / Factor | A380 in HPDC | A380 in Sand Casting | A356 in Sand Casting |
|---|---|---|---|
| Primary use | High-volume production | Prototypes / special cases | General sand casting alloy |
| Fluidity | Excellent; thin walls to ~0.5 mm | Good, but less critical | Good |
| Typical shrinkage | ~0.4–0.6% | ~0.4–0.6% (process-dependent) | ~1.0% (approx., design dependent) |
| Porosity risk | Gas porosity, pressure-sensitive | Shrinkage/segregation porosity | Shrinkage; controllable via risers |
| Heat treatment | Limited; T6 not recommended | Limited | Fully heat treatable (T6 common) |
| Typical elongation | ~3–4% | Similar or slightly lower | Up to 8–12% (T6) |
| Typical volume | Medium to very high | Low to medium | Low to medium |
For engineers, the main takeaway is that A380 is optimized for die casting, and A356 is typically the better choice for general sand casting where high mechanical performance and weldability are required.
Machining A380 Aluminum Castings
Machinability Overview
A380 aluminum machining characteristics are generally very good. In many shops, machinists treat A380 similarly to 6061-T6 in terms of tool selection and cutting behavior, though porosity and die casting skin can influence tool life and surface finish.
Advantages:
- Excellent chip formation: Chips tend to be short and brittle, reducing wrapping and improving automated chip evacuation.
- Relatively uniform hardness in well-cast parts.
- Good compatibility with common CNC machining centers and tool materials.
Recommended Tooling and Cutting Parameters
Tooling:
- Carbide inserts and end mills are preferred for production.
- Use polished flutes and sharp cutting edges specifically designed for aluminum to minimize built-up edge.
- For drilling and tapping, high-speed steel (HSS) with coatings suitable for aluminum is common at lower to medium volumes; carbide drills are often used in high-volume automotive lines.
Typical cutting speeds (to be tuned by shop conditions):
- Milling and turning:
- Surface speed: 400–800 sfm (120–240 m/min) with carbide tools.
- Feed rate: adjusted based on tool diameter, rigidity, and required surface finish.
- Drilling:
- 200–500 sfm depending on drill material and coolant use.
- Tapping:
- Controlled speeds with appropriate lubricants; form taps often used when porosity is well controlled.
Coolant:
- Water-soluble coolants are typically used for improved tool life and surface finish, especially in high-speed machining of die castings.
Surface Finish and Post-Casting Operations
With correct tooling and process control, surface roughness in machined areas of A380 castings can reach:
- Ra 0.8–1.6 μm for precision functional surfaces.
Common post-casting machining operations on A380 components include:
- Drilling and tapping of mounting holes, ports, and threaded connections.
- Milling of gasket surfaces, sealing faces, and assembly interfaces.
- Turning of cylindrical features such as bearing bores or shaft interfaces.
- Boring and reaming for precision fit and alignment.
For pressure-tight parts such as hydraulic valve bodies and pump housings, machining is often combined with special casting practices (vacuum die casting, squeeze pins, optimized gating) and pressure testing to ensure leak tightness.
Applications and Industries Using A380
A380 is a true general-purpose A380 die casting alloy, used in a wide range of industries where its balance of castability, strength, and cost makes it very attractive.
Automotive
- Transmission housings and gearbox covers: require good strength, dimensional stability, and complex geometries.
- Engine brackets and mounting hardware: benefit from stiffness and reduced weight.
- Oil pans and similar components: need good castability, moderate pressure tightness, and corrosion resistance with coatings.
Electronics and Power Electronics
- Enclosures for power electronics and inverters: A380 provides:
- Good thermal conductivity (~109 W/m·K) for heat dissipation.
- Acceptable EMI shielding when designed with proper wall thickness and grounding.
- LED lighting housings and telecommunications equipment: leverage the alloy’s ability to form complex fins and internal features in a single casting.
Industrial and Hydraulic
- Pump housings and hydraulic components:
- A380 is widely used for high-volume die cast pump housings requiring good pressure tightness and machinability.
- With vacuum die casting and proper gating, A380 can meet stringent leak-tightness requirements.
- Valve bodies and manifolds:
- Benefit from integrated features, reduced machining, and the ability to add ports, bosses, and mounting features in the casting.
Consumer and Power Tools
- Power tool housings (drills, grinders, saws):
- Need good impact resistance, stiffness, and a high-quality surface finish for painting or powder coating.
- Appliance components:
- Complex housings, brackets, and structural parts where weight, cost, and cosmetic finish are key.
Across these segments, A380 is chosen because it delivers a best-fit compromise: good mechanical properties, good castability, and attractive unit cost when amortized over medium to high production volumes.
A380 vs Common Alternatives
When specifying an aluminum casting alloy, engineers frequently compare A380 vs A383 aluminum, A380 vs A356 casting, and other common alternatives.
A380 vs A383 (ADC12)
- Castability:
- A383 is known for slightly superior die filling, especially for very thin or intricate parts.
- A380 is excellent, but A383 can reduce risk of misruns in extreme designs.
- Mechanical properties:
- Generally comparable in strength and hardness.
- Elongation and fatigue performance are similar, though specific data sets vary with vendors.
- Corrosion resistance:
- Many references indicate A383 has somewhat better corrosion resistance due to its chemistry, though both are “moderate.”
- Typical use:
- A380 is the default, broad-use alloy.
- A383 is often selected for highly intricate, thin-wall designs where die filling is critical.
A380 vs A360
- Castability:
- A360 is more difficult to cast and more sensitive to process parameters.
- A380 provides easier and more forgiving casting.
- Mechanical and corrosion properties:
- A360 typically offers better corrosion resistance and superior strength at elevated temperatures.
- Elongation may be somewhat higher than A380 in some conditions.
- Use case:
- A360 is used where corrosion and high-temperature performance are more important than ease of casting.
- A380 remains preferred for cost-sensitive, high-volume applications with standard environmental conditions.
A380 vs A356 (Sand Casting)
- Process:
- A380 is optimized for high-pressure die casting.
- A356 is optimized for sand and permanent mold casting.
- Mechanical properties:
- A356 is heat treatable (often T6), achieving significantly higher tensile strength and elongation.
- A380 generally remains as-cast or mildly aged, with lower elongation.
- Weldability:
- A356 has good weldability.
- A380 is more difficult to weld and is usually not used where extensive welding is required.
- Use case:
- Choose A356 for structural sand castings needing high ductility, weldability, and heat-treated strength.
- For detailed cost and tolerance comparisons, see aluminum casting vs CNC machining.
- Choose A380 for HPDC when high production volumes and complex geometry are primary drivers.
A380 vs 380 Alloy for Sand Casting
There are 380-series alloys tailored for various processes:
- Die cast A380.0 is the standard for HPDC.
- Sand-specific variants (such as 380.0 in sand casting specifications) are sometimes used to align chemistry and performance between prototype and production.
- For pure sand casting optimization, however, A356 and similar alloys are more common in engineering practice.
Cost Comparison at Different Volumes
While exact cost depends on region and market conditions, typical trends:
- Per-kg alloy cost of A380, A383, and A360 is broadly comparable, with minor variations due to alloying content and supply.
- Total part cost is dominated by:
- Process cost (die casting vs sand casting).
- Tooling amortization (die casting requires higher upfront tooling investment).
- At low volumes:
- Sand casting with A356 or prototype tooling with 380-series alloys may be more economical.
- At medium to high volumes:
- A380 die casting usually provides the lowest cost per part, particularly for complex shapes and multiple integrated features.
Quality Considerations for A380 Castings
Common Defects
As with all aluminum castings, A380 components can exhibit defects if process controls are inadequate:
- Porosity:
- Gas porosity from trapped air in HPDC.
- Shrinkage porosity in thick sections or poorly fed regions.
- Cold shuts and misruns:
- Occur when metal fronts fail to fuse properly due to low temperature or poor die filling.
- Shrinkage defects and hot spots:
- Localized areas of high shrinkage can reduce mechanical properties and cause leaks or cracks.
Design engineers should collaborate with foundries early to optimize wall thickness, gating, and venting to minimize defect risk.
Inspection Methods
Common inspection and validation methods for A380 castings include:
- X-ray (radiographic) inspection:
- Used to evaluate internal porosity and defects in critical regions.
- Pressure testing:
- Air or liquid pressure testing to confirm leak tightness for pump housings, valve bodies, and hydraulic components.
- Dimensional inspection:
- CMM measurement and gauges, aligned with ISO 8062 casting dimensional tolerances and agreed customer specifications.
- Mechanical testing:
- Tensile tests and hardness checks for critical programs or PPAP submissions.
Quality and Surface Treatments
Key quality-related standards and practices:
- ASTM B85 defines chemical composition and mechanical properties for A380 die castings.
- ISO 8062 provides general tolerancing guidance for cast components.
Surface treatments commonly applied to A380 castings include:
- Chromate conversion coatings for corrosion protection and paint base.
- Powder coating or liquid painting for cosmetic appearance and environmental protection.
- Shot blasting or shot peening to achieve uniform appearance and remove casting flash.
- Precision machining allowances are typically built into the casting design for gasket faces, sealing surfaces, and critical fits.
Frequently Asked Questions
- Q: What is A380 aluminum alloy used for?
- A380 aluminum alloy is used primarily for high-pressure die cast components in automotive, industrial, electronics, and consumer applications. Typical parts include transmission housings, engine brackets, pump and valve bodies, power tool housings, and electronic enclosures where a balance of strength, castability, and cost is required.
- Q: Is A380 aluminum good for machining?
- Yes. A380 aluminum has excellent machinability, producing short, brittle chips and allowing high cutting speeds similar to 6061-T6. With proper tooling and process control, it can achieve fine surface finishes and maintain dimensional accuracy in high-volume CNC machining operations.
- Q: What is the difference between A380 and A356 aluminum?
- A380 is a die casting alloy optimized for high-pressure die casting, with good strength and castability but relatively low elongation and limited heat treatment capability. A356 is a sand and permanent mold casting alloy that is fully heat treatable (often to T6), offers higher elongation and better weldability, and is generally preferred for structural sand castings.
- Q: Can A380 be heat treated?
- A380 can be subjected to limited heat treatments such as T5 aging or stress relief, but full T6 heat treatment is not recommended for high-pressure die cast parts due to the risk of porosity-related blistering and dimensional distortion. Most A380 components are used in the as-cast or lightly aged condition, with properties controlled primarily by the casting process.
- Q: What are the mechanical properties of A380 aluminum?
- Typical mechanical properties for as-cast A380 in high-pressure die casting are: tensile strength ~324 MPa (47 ksi), yield strength ~159 MPa (23 ksi), elongation ~3.5%, and Brinell hardness around 80 HB. Thermal conductivity is approximately 109 W/m·K, and fatigue strength is around 138 MPa at 5×108 cycles, depending on casting quality and section thickness.