Sand Casting vs Die Casting vs Investment Casting vs Permanent Mold Casting
Selecting the right casting process for aluminum parts directly impacts your part cost, lead time, quality, and long-term supply chain risk. This guide compares sand casting vs die casting vs investment casting vs permanent mold casting with practical data so engineers, buyers, and manufacturing managers can choose confidently.
What Is Sand Casting?
Sand casting is a flexible, general-purpose process where a disposable sand mold is formed around a pattern, then filled with molten metal. After solidification, the sand mold is broken away to release the casting. Because the mold is destroyed each cycle, tooling is relatively simple and inexpensive.
For aluminum, sand casting is widely used for:
- Housings and covers
- Pump and valve bodies
- Brackets, bases, and structural components
- Larger, heavier parts that would be impractical in permanent tooling
Typical characteristics:
- Tooling cost: ~$1,000–$10,000 for aluminum patterns and core boxes
- Surface finish: typically Ra 12.5–25 µm, depending on sand type and molding process
- Tolerances: roughly ±0.5–2.0 mm as-cast, with tighter features handled via machining
- Minimum wall thickness: typically 3–5 mm for aluminum
- Part size: excellent for medium to very large parts; can handle hundreds of kilograms
Pros of Sand Casting
- Lowest tooling cost among the four processes, ideal for low to medium volumes or frequent design changes.
- Excellent size flexibility, from small parts to very large castings.
- Broad design freedom, including internal cavities using sand cores.
- Shorter upfront lead time from design to first shots, compared to investment or die casting.
- Compatible with a wide range of aluminum alloys and heat treatments.
Cons of Sand Casting
- Rougher surface finish than die or investment casting, often requiring machining or finishing.
- Looser tolerances, especially on long dimensions and across parting lines.
- More variation in dimensional repeatability compared with permanent mold or die casting.
- Higher risk of porosity and inclusions if process control and gating design are not optimized.
Sand casting is generally the baseline process when buyers ask “which casting method is best” for larger aluminum parts or when cost sensitivity and flexibility are more critical than cosmetic appearance and ultra-tight tolerances.
What Is Die Casting?
Die casting—specifically high-pressure die casting (HPDC)—injects molten aluminum into a hardened steel mold (die) at high pressure and high speed. The metal solidifies quickly under pressure, enabling short cycle times and high production rates.
This method is common in:
- Automotive (transmission housings, brackets, structural nodes, heat sinks)
- Consumer electronics (enclosures, frames, heatsinks)
- General industrial hardware where high volume and consistent appearance matter
Typical characteristics:
- Tooling cost: about $50,000–$500,000, depending on part size, complexity, and cavity count
- Surface finish: excellent, typically Ra 1–4 µm
- Tolerances: about ±0.1–0.5 mm as-cast, with good repeatability across high volumes
- Minimum wall thickness: often down to ~1–2 mm for aluminum, depending on part design
- Part size: best for small to medium parts; very large die castings become uneconomical
Pros of Die Casting
- Fast cycle times and very low per-part cost at high volumes (often 10,000+ parts/year).
- Excellent surface finish, often ready for powder coat, paint, or cosmetic applications without heavy machining.
- Tight dimensional control and repeatability, ideal for complex, thin-walled parts.
- Often allows near-net shapes that reduce downstream machining and assembly costs.
Cons of Die Casting
- Very high tooling investment makes it uneconomical for low volumes.
- Practical material range is limited to non-ferrous alloys with lower melting points (aluminum, magnesium, zinc).
- Porosity is a key concern due to high-speed filling and trapped gases; this may limit weldability and certain pressure-containing applications.
- Not ideal for extremely large parts or for frequent design revisions.
When comparing sand casting vs die casting, sand offers lower tooling cost and better suitability for large, low-volume parts, while die casting wins for high-volume, thin-walled, and cosmetic aluminum parts. From a sand casting cost vs die casting cost standpoint, sand casting is usually cheaper total cost up to somewhere in the hundreds or low thousands of parts; beyond that, die casting’s higher tooling but lower piece price becomes more economical.
What Is Investment Casting?
Investment casting (lost-wax casting) uses a wax pattern that is coated with ceramic slurry to create a disposable ceramic shell. After the wax is melted out, the shell is fired and then filled with molten metal. Once the metal solidifies, the ceramic shell is broken away.
Investment casting is widely used where complex geometry and high precision are critical, including:
- Aerospace and defense components
- Medical and surgical devices
- High-precision industrial components with intricate internal features
Typical characteristics:
- Tooling cost: about $5,000–$50,000, usually more than sand but less than most large die casting tools
- Surface finish: among the best in casting, typically Ra 1–6 µm
- Tolerances: typically ±0.1–0.3 mm, much tighter than sand and often comparable to die casting
- Minimum wall thickness: often around 1.5–3 mm, depending on alloy and part design
- Part size: generally small to medium; very large investment castings are possible but less common and more expensive
Pros of Investment Casting
- Best surface finish and excellent detail, with very fine features and complex internal shapes.
- Tight tolerances, often reducing or eliminating machining.
- Wide material range, including most ferrous and non-ferrous alloys, though this guide focuses on aluminum.
- Very good for net-shape or near-net shape complex geometries.
Cons of Investment Casting
- Higher per-part cost than sand or permanent mold, especially at volume.
- Longer lead times, both for tooling and for casting, due to the multistep shell-building process.
- Practical limitations on maximum part size and wall thickness.
- Not the best fit for very high-volume commodity applications.
In sand casting vs investment casting, investment casting offers tighter tolerances and superior finish, while sand casting provides lower tooling cost, larger part capability, and lower cost per part for simple, larger geometries. For low volume (1–1,000) complex parts with tight tolerances, investment casting is often preferred.
What Is Permanent Mold Gravity Casting?
Permanent mold casting uses a reusable metal mold, usually made from cast iron or steel, into which molten aluminum flows by gravity (sometimes with low-pressure assist). Unlike sand casting, the mold is not destroyed; unlike die casting, metal is not forced in at very high pressure.
Permanent mold casting is common for:
- Medium-volume aluminum components
- Automotive wheels, suspension components, and powertrain parts
- General industrial parts requiring good mechanical properties and better surface finish than sand
Typical characteristics:
- Tooling cost: about $10,000–$50,000, more than sand casting patterns but significantly less than many die casting tools
- Surface finish: generally better than sand and not as good as die casting, often around Ra ~3–12 µm
- Tolerances: tighter than sand casting and often comparable to, but slightly looser than, die casting
- Minimum wall thickness: typically around 2.5–4 mm for aluminum, depending on geometry and gating
- Part size: suitable for small to medium-large parts; larger than typical die castings but smaller than extreme sand cast sizes
Pros of Permanent Mold Casting
- Reusable metal molds provide better dimensional consistency than sand.
- Improved mechanical properties versus sand and die casting due to slower filling and reduced gas entrapment; lower porosity.
- Better surface finish than sand casting, reducing machining needs.
- Very suitable for medium-volume aluminum parts where die casting tooling cost is hard to justify.
Cons of Permanent Mold Casting
- Higher mold cost than sand casting and requires more engineering upfront.
- Less capable of extremely complex shapes or deep undercuts compared to investment casting.
- Somewhat slower cycle time than die casting, limiting competitiveness at very high annual volumes.
- Design freedom is more restricted by mold opening and extraction constraints.
In sand casting vs permanent mold casting, sand offers lower tooling cost and more design flexibility, especially for large, complex parts. Permanent mold casting delivers better mechanical properties, improved surface finish, and tighter consistency, ideal for medium-volume aluminum parts with good mechanical performance requirements.
Head-to-Head Comparison: Sand vs Die vs Investment vs Permanent Mold
Key Process Comparison Table
| Attribute | Sand Casting | Die Casting | Investment Casting | Permanent Mold Casting |
|---|---|---|---|---|
| Tooling cost (typical) | $1K–$10K | $50K–$500K | $5K–$50K | $10K–$50K |
| Per-part cost (at volume) | Low–Medium | Lowest at high volume | Highest | Low–Medium |
| Lead time to first parts | Short | Medium–Long | Long | Medium |
| Surface finish (Ra) | 12.5–25 µm | 1–4 µm | 1–6 µm | ~3–12 µm |
| As-cast tolerance | ±0.5–2.0 mm | ±0.1–0.5 mm | ±0.1–0.3 mm | ~±0.2–0.6 mm |
| Min wall thickness | 3–5 mm | ~1–2 mm | ~1.5–3 mm | ~2.5–4 mm |
| Max part size | Largest of all | Small–Medium | Small–Medium | Small–Medium-Large |
| Best annual volume range | 1 to ~10,000 | 10,000+ to hundreds of thousands | ~1 to 1,000+ | ~500 to 20,000 |
| Typical aluminum alloys | Very broad | Non-ferrous, pressure cast grades | Very broad (including Al) | Broad range of casting alloys |
| Geometry complexity | High (with cores) | High, especially thin walls | Highest (intricate details) | Moderate–High |
| Mechanical properties | Baseline | Good, but porosity a concern | Good, alloy-dependent | Better than sand/die |
Analysis of Key Differences
- Tooling cost:
- Sand casting is lowest, ideal for prototypes and low volumes.
- Die casting is by far the highest, but spreads cost efficiently over very high volumes.
- Investment and permanent mold fall between, with permanent mold more volume-focused.
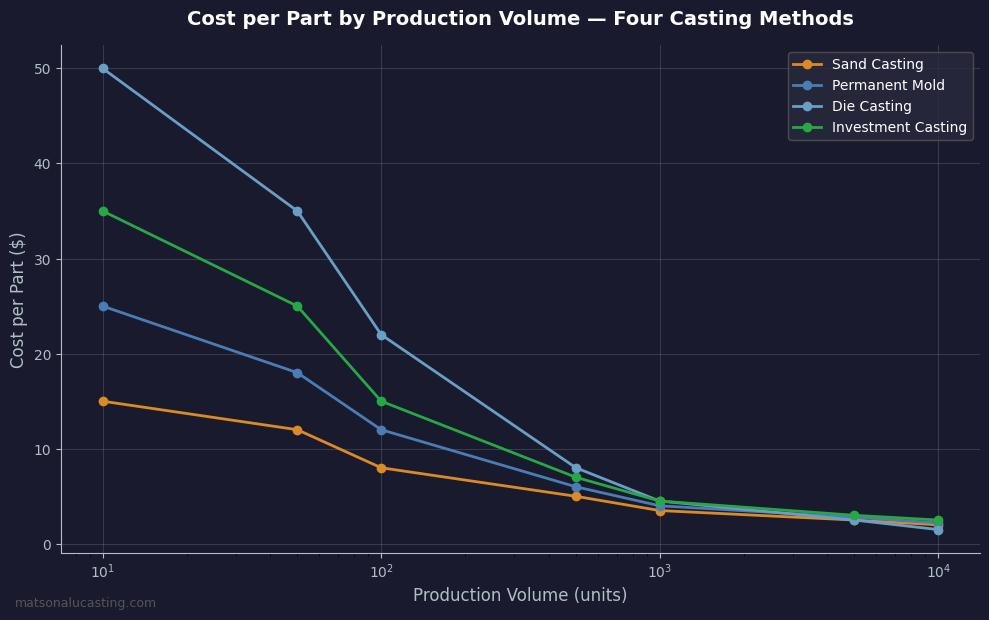
Per-Part Cost and Tooling Economics
- Per-part cost:
- At low volumes, sand casting usually offers the best economics.
- At high volumes (10,000+), die casting usually wins on piece price.
- Investment casting remains relatively expensive per part but offers unmatched precision.
- Permanent mold sits between sand and die, attractive for medium volumes.
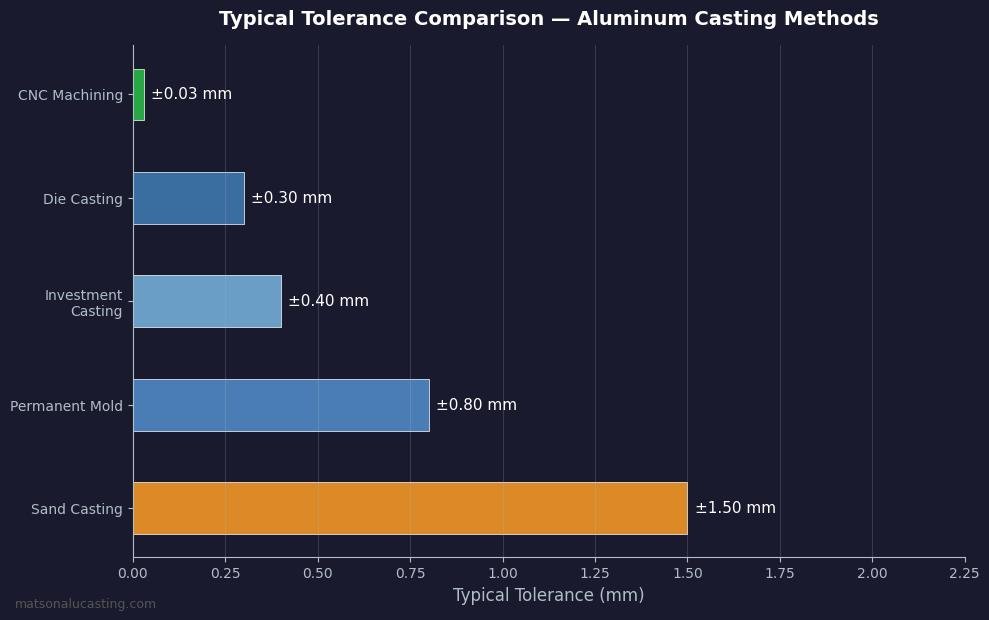
- Surface finish & tolerances:
- Investment and die casting provide the best surface finish and tightest tolerances.
- Sand casting is rougher and looser, making sand casting tolerances vs investment casting a major differentiator for precision applications.
- Permanent mold improves on sand while not quite matching die/investment.
- Geometry & size:
- Investment casting handles the most complex shapes.
- Sand casting handles the largest parts and complex internal cavities with cores.
- Die and permanent mold offer good complexity but are more constrained by parting and ejection.
- Best fit by volume and complexity:
- Low volume (1–1,000), high complexity, tight tolerances: investment casting.
- Medium volume (1,000–10,000), larger, cost-sensitive parts: sand casting.
- High volume (10,000+), consistent geometry: die casting.
- Medium volume, aluminum parts with good mechanical properties: permanent mold casting.
How to Choose the Right Casting Method
A structured decision framework helps bring engineering, sourcing, and operations onto the same page. A practical sequence is:
- Quantity
- Complexity
- Surface finish & tolerances
- Budget (tooling vs piece price)
- Timeline and risk
1. Start with Quantity
- Prototypes and pre-production (1–100 parts):
- Sand casting or investment casting, depending on precision needs.
- Sand casting + CNC machining is often the most economical and flexible.
- For high-volume die-castable designs, evaluate A380 aluminum alloy as an alternative to sand casting.
- Low to medium volume (100–10,000 parts/year):
- Sand casting: best for larger, cost-sensitive parts or where design may change.
- Permanent mold: strong choice for repeat, medium-volume aluminum parts requiring better mechanical properties and improved finish.
- High volume (10,000+ parts/year):
- Die casting is generally most economical, despite high tooling cost, especially for small to medium, thin-walled aluminum components.
2. Evaluate Geometry & Complexity
- Highly complex 3D shapes, intricate internal passages, fine details:
- Investment casting is usually the best fit.
- Large castings with cores, deep pockets, or changing wall thickness:
- Sand casting offers maximum flexibility.
- Moderately complex parts with open geometry:
- Permanent mold or die casting, depending on volume and wall thickness.
3. Match Surface Finish & Tolerances
- If you need cosmetic surfaces and tight tolerances with minimal machining:
- Die casting or investment casting.
- If your design is structural or functional and can accept machining for critical features:
- Sand casting or permanent mold, with CNC post-machining on critical surfaces.
When comparing sand casting tolerances vs investment casting, investment can often hit ±0.1–0.3 mm as-cast, whereas sand is in the ±0.5–2.0 mm range. That difference drives the need for secondary machining on sand cast parts when tight tolerances are required.
4. Balance Tooling vs Part Cost
- Sand casting cost vs die casting cost:
- Sand casting: low tooling, higher per-part cost and more machining.
- Die casting: very high tooling, but very low per-part cost once in high volume.
- Investment and permanent mold sit between these extremes and can be optimal at mid-range volumes where both part quality and cost matter.
A simple rule of thumb:
- If you are not confident the design is frozen or volumes will justify the tool within a few years, avoid jumping straight into die casting.
5. Consider Timeline and Supply Chain Risk
- Speed to first parts: sand casting is generally fastest.
- Complex qualification or regulated industries (aerospace, medical): investment casting may align better with material and documentation needs.
- Long-term repeat programs: permanent mold or die casting can provide more consistent quality and lower lifetime cost.
Example Scenarios
- Low volume (1–1,000) complex parts with tight tolerances:
- Investment casting preferred; consider sand casting + heavy machining if tooling budget is very constrained or parts are large.
- Medium volume (1,000–10,000) large parts with cost sensitivity:
- Sand casting is typically ideal; critical features can be machined.
- High volume (>10,000) consistent geometry parts:
- Die casting is usually the most economical over the life of the program.
- Medium volume aluminum parts with good mechanical properties (e.g., wheels, suspension arms):
- Permanent mold casting provides better strength and lower porosity than HPDC.
- Large parts with critical surface finish or precise mating features:
- Sand casting with CNC post-machining on sealing surfaces, bores, and interfaces is often the best hybrid solution — see casting vs CNC comparison for guidance.
When asking “which casting method is best”, the answer is rarely a single process. It is the process that aligns best with your volume, geometry, performance, cost, and timeline constraints.
Why Matson Partners with You on Sand Casting
For many aluminum casting applications, sand casting plus smart secondary processing remains the most flexible and cost-effective path—especially in early design and medium-volume production. Matson specializes in aluminum sand casting with integrated CNC machining, giving you a single accountable partner from concept through production.
Key capabilities include:
- 15+ years of aluminum casting experience, with a focus on industrial and engineered components.
- Design-for-manufacturing (DFM) reviews to optimize part geometry, gating, and risers for quality, yield, and cost.
- Prototyping to production under one roof, so you can move from first articles to repeat orders without a disruptive process change.
- Robust quality control, including dimensional inspection, material certification, and defect analysis to protect your program’s reliability.
By combining sand casting with CNC finishing, Matson helps you capture the cost benefits of sand while achieving the dimensional accuracy and surface condition often associated with more expensive processes.
Frequently Asked Questions
- Q: Is sand casting cheaper than die casting?
- For tooling and low to medium volumes, sand casting is typically cheaper than die casting. Sand casting tools cost around $1,000–$10,000, while die casting tools often range from $50,000–$500,000, making sand more economical until high volumes justify die casting’s lower per-part price.
- Q: What is the tolerance of sand casting compared to investment casting?
- Sand casting typically holds ±0.5–2.0 mm as-cast, depending on size and geometry. Investment casting can often achieve ±0.1–0.3 mm, so if you need tight tolerances and want to minimize machining, investment casting is significantly more precise than sand casting.
- Q: Can I use sand casting for aluminum parts?
- Yes, sand casting is one of the most common processes for aluminum castings. It supports a wide range of aluminum alloys, accommodates large and complex parts, and allows you to machine critical features to tight tolerances as needed.
- Q: What casting method is best for prototypes?
- For most industrial aluminum prototypes, sand casting is the best starting point because of its low tooling cost, short lead time, and design flexibility. If your prototype requires extremely fine details and very tight tolerances from the outset, investment casting may be more appropriate.
- Q: How long does sand casting take compared to other methods?
- Sand casting generally offers shorter lead times to first parts than die casting, investment casting, or permanent mold, because the tooling is simpler and faster to build. Cycle times per part may be longer than high-pressure die casting, but for the early stages and low volumes, sand casting typically gets you usable parts sooner.