Production Run Optimization
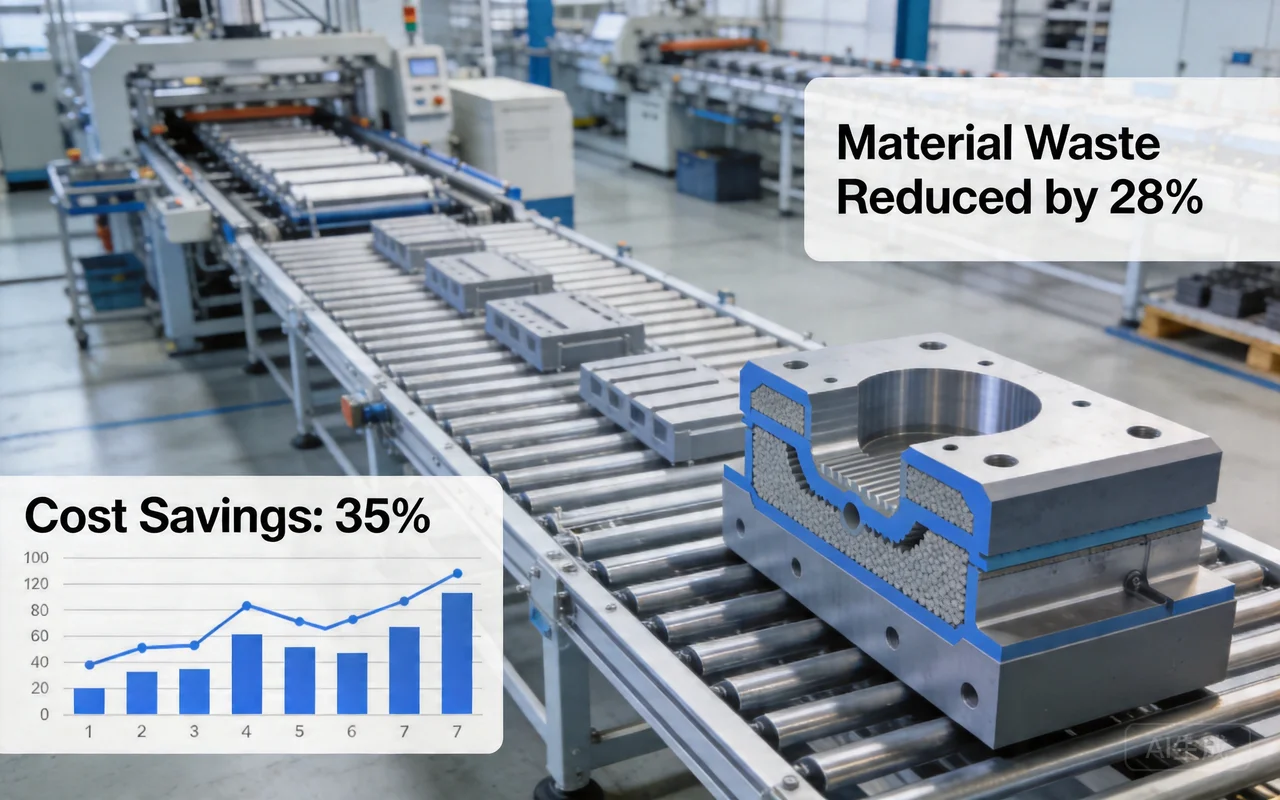
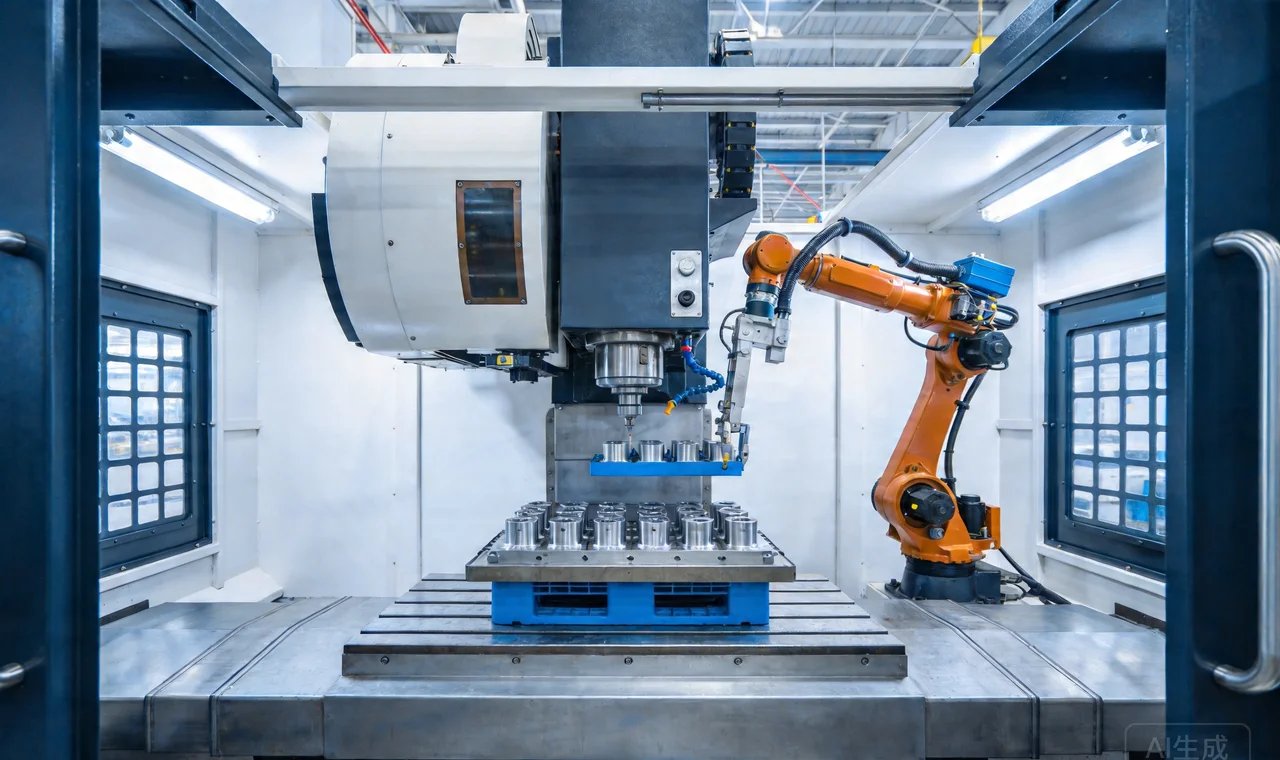
Batch sizing should match equipment capacity and customer demand: runs that are too small inflate setup and changeover cost per piece; runs that are too large tie up capital and warehouse space. Automation—robotic ladling, trim presses, and automated inspection—reduces labor variation and improves repeatability on stable programs. Integrate in-process checks (temperature, shot monitoring, dimensional gauges) to catch drift before scrap accumulates.
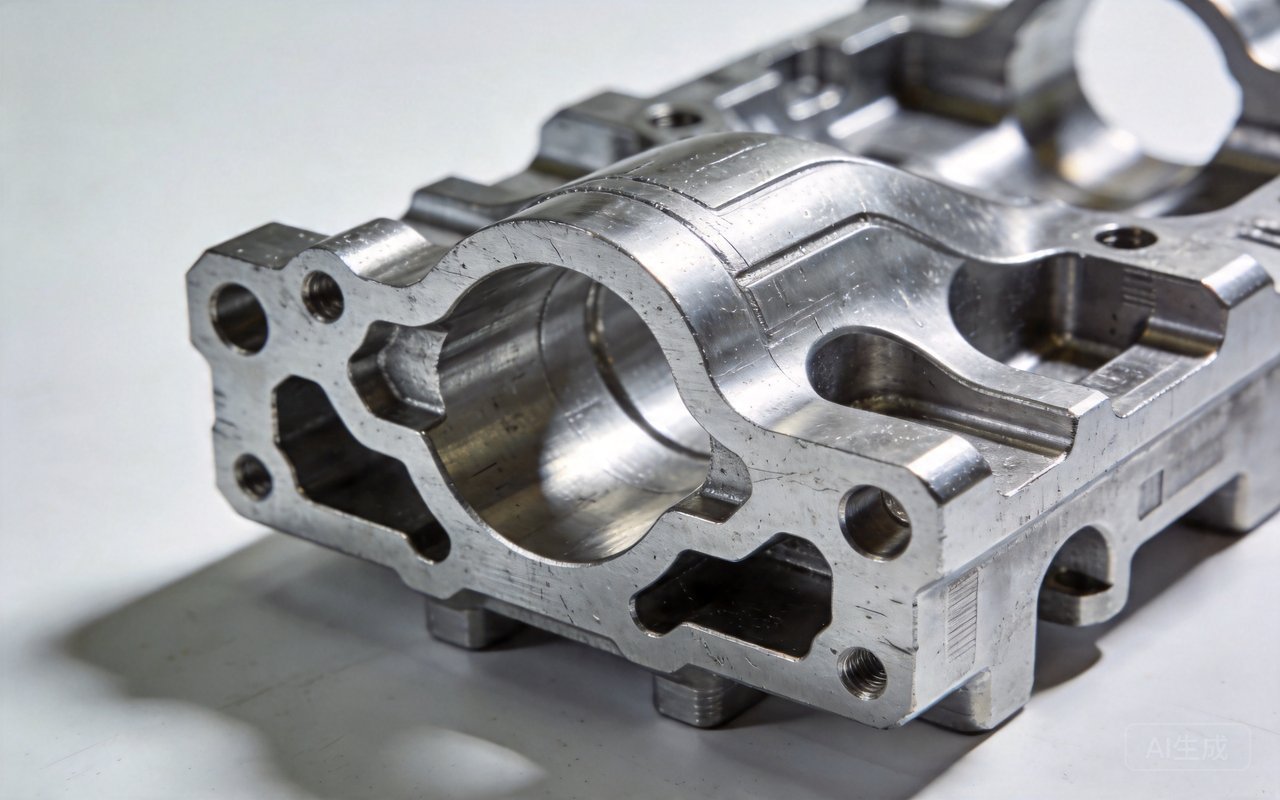
Quality control that prevents defects is cheaper than sorting bad parts later. X-ray or pressure testing for pressure-containing castings, plus SPC on critical dimensions, protects yield. Combine casting with in-house CNC and finishing to eliminate logistics between suppliers and shorten total lead time.