Why Material Selection Matters
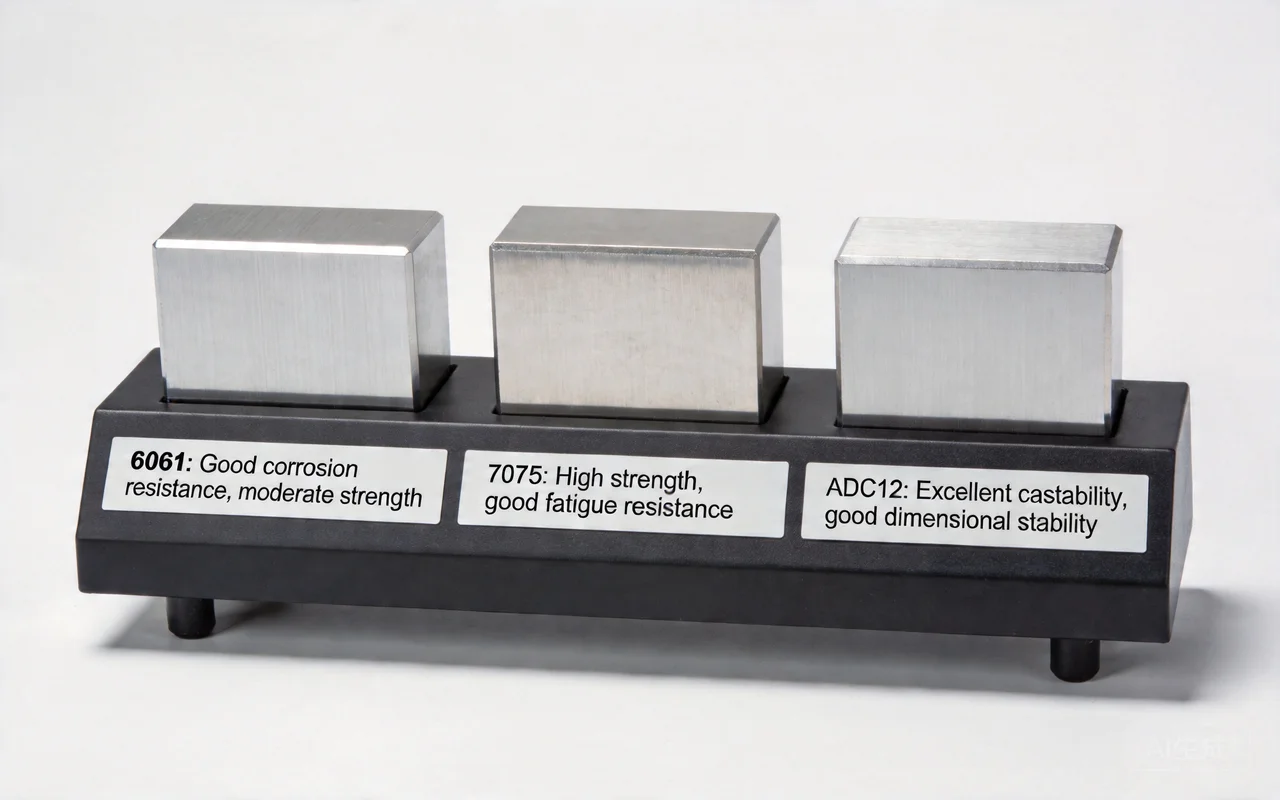
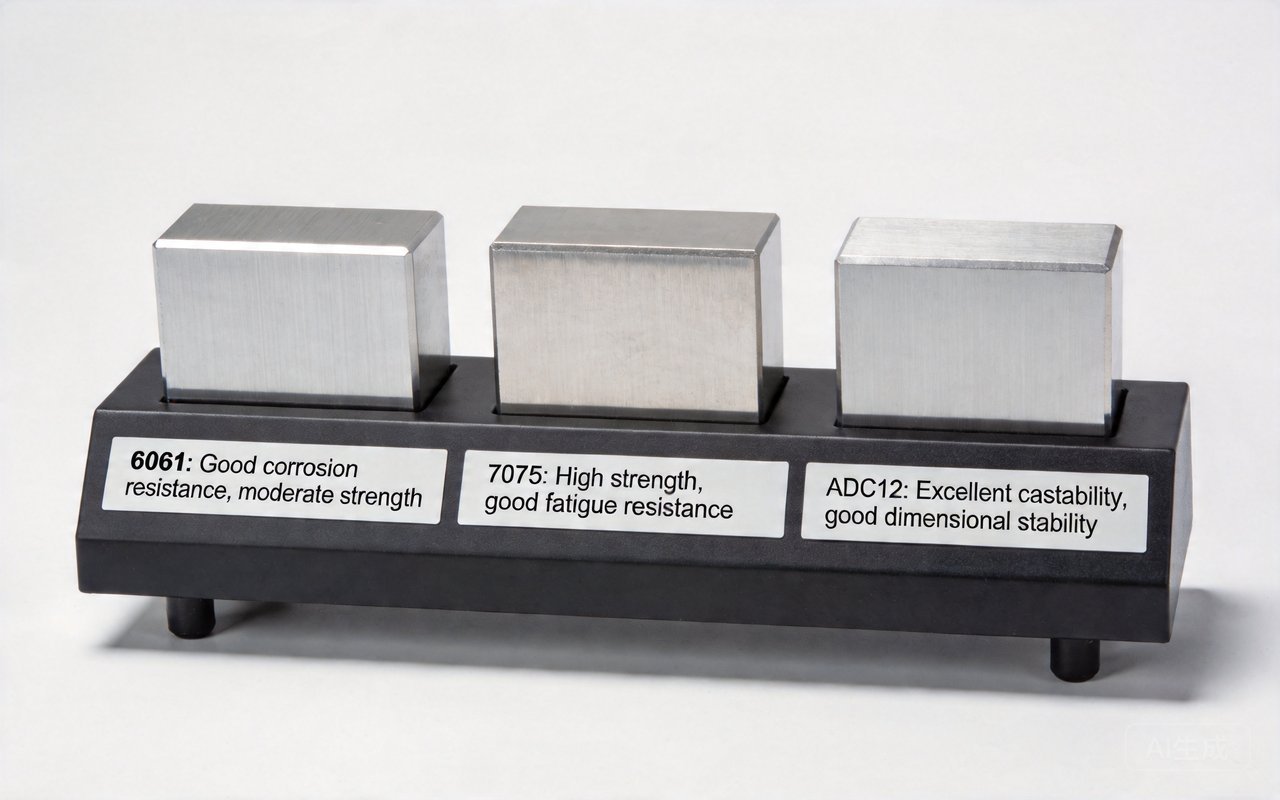
Choosing the right aluminum material for casting or machining is critical for mechanical performance, total cost, and manufacturability. Alloy chemistry directly controls yield strength, elongation, corrosion resistance, and how a part responds to heat treatment or secondary operations. Selecting an over-spec alloy such as 7075 when 6061 suffices can increase raw material cost by 40–60% with no functional benefit.
Wrong material choices also drive scrap, rework, and tooling changes. A wrought alloy specified for a die casting application may not fill thin walls; a casting alloy machined from billet wastes material and cycle time. This guide compares 6061-T6, 7075-T6, ADC12, and A356-T6 so engineers can align alloy, process, and budget before committing to production tooling.